Правоугаоне цеви од угљеничног челика





Купите из Кине угљенични челик Правоугаоне цеви Ми смо ваш мозак!
Прекините своју потрагу сада и останите са нама, јер --
1. Гарантујемо да вам пружимо квалитетније челичне цеви од других по истој цени.
2.Морамо тражити нижу цену од других истог квалитета.
3. 80% нових купаца поново наручи код нас!
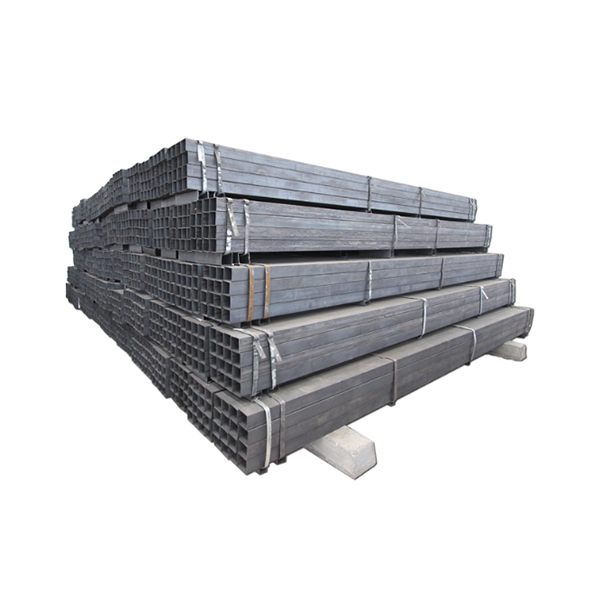
Правоугаона цев од угљеничног челика, то је нека врста шупљег квадратног попречног пресека лаке танкозидне челичне цеви, такође позната као челична расхладна секција.Израђен је од топло ваљаног или хладно ваљаног челика за траке К235 или плоче намотаја као основног материјала хладним савијањем, а затим високофреквентним заваривањем од квадратног пресека и величине челика.Поред задебљања зида, величина угла и равност ивица топло ваљане квадратне цеви екстра дебелог зида достижу или чак премашују ниво отпорности заваривања хладног обликовања квадратне цеви.
Класификација правоугаоних цеви од угљеничног челика
Бешавне челичне цеви и заварене челичне цеви (заварене цеви) топло ваљане бешавне квадратне цеви, хладно вучене бешавне квадратне цеви, екструзионе бешавне квадратне цеви, заварене квадратне цеви.
Заварена квадратна цев је подељена на:
1, према процесу: квадратна цев за електролучно заваривање, квадратна цев за заваривање отпором (висока фреквенција, ниска фреквенција), квадратна цев за заваривање гасом, квадратна цев за заваривање пећи;
2, према заваривању - квадратна цев за заваривање равног шава, квадратна цев за спирално заваривање
Метода идентификације правоугаоне цеви од угљеничног челика
1. Лажна и инфериорна правоугаона цев се лако склапа.Преклапање је низ испрекиданих линија формираних на површини правоугаоне цеви.Овај недостатак често пролази кроз уздужну дужину производа.Разлог за преклапање је тај што је због тежње за високом ефикасношћу лажних и инфериорних произвођача, количина притиска велика, уво се производи, следеће ваљање се савија, пресавијени производ ће пуцати након савијања, а чврстоћа челик је у великој мери смањен.
2. Појава лажне правоугаоне цеви често има покљасти феномен.Поцкмаркс су неправилни и неравни дефекти на челичној површини узроковани озбиљним хабањем котрљајућег жлеба.Ваљање жлебова често премашује стандард због тежње за профитом лоших произвођача правоугаоних цеви.
3. На површини лажне и доње правоугаоне цеви лако се стварају ожиљци.Два су разлога :(1).Лажни материјал правоугаоне цеви није уједначен, нечистоће.(2).Лошљиви произвођачи воде опрему једноставном, која се лако лепи за челик, ове нечистоће
4. Неисправна површина материјала лако се пуца, разлог је што је његова гредица од ћерпича, адобе поре, адобе у процесу хлађења због улоге термичког напрезања, пукотине, након ваљања постоје пукотине.
5. Лоша правоугаона цев је лако огребати, разлог је тај што је опрема произвођача рђавих правоугаоних цеви једноставна, лака за производњу неравнина, изгребати површину челика.Дубоке огреботине смањују чврстоћу челика.
6. Лажна правоугаона цев без металног сјаја, светло црвена или разлога за две тачке, греда јој је ћерпича. Температура ваљања лоших материјала није стандардна, температура им се челика мери визуелно, тако да се не може ваљати у складу са наведеним аустенитну област, а перформансе челика природно не могу достићи стандард.
7. Попречне шипке лажних и инфериорних правоугаоних цеви су танке и ниске, које често изгледају као да су испуњене незадовољством.Разлог је што произвођач има велику негативну толеранцију и притисак првих неколико линија готових производа
8. Пресек лажне правоугаоне цеви је овалан, разлог је што произвођач ради уштеде материјала, притисак готовог ваљка испред два је велики, чврстоћа ове арматуре је знатно смањена, али и не задовољава стандард облика величине арматуре.
9. Састав висококвалитетног челика је уједначен, тонажа машине за хладно стрижење је висока, а крајња страна главе за сечење је глатка и уредна.Због лошег материјала лажних и инфериорних материјала, крајња страна резне главе често има појаву опадања меса, односно неуједначеног и неметалног сјаја.А пошто производ произвођача мање сече главу, глава и реп могу изгледати као велико уво.
10. Лажни материјал правоугаоне цеви садржи много нечистоћа, густина челика је мала, а величина је ван толеранције у случају да нема калипера, може се измерити и проверити.На пример, за арматуру 20, национални стандард предвиђа да је максимална негативна толеранција 5%.Када се мери 9М, његова теоретска тежина једног корена је 120кг, а минимална тежина треба да буде: 120к (Л-5%) = 114кг.Стварна тежина једног измереног корена је мања од 114 кг, тако да је лажни челик %.Уопштено говорећи, целобројне величине функционишу боље, углавном због кумулативних грешака и теорије вероватноће.
11. Унутрашњи пречник лоше правоугаоне цеви увелико варира, из следећих разлога: Нестабилност температуре челика има Јин - Јанг површину.Састав челика је неуједначен.Због тога што је опрема једноставна, чврстоћа темеља је мала, одскакање млина је велико.У току исте недеље биће веће промене, тако да арматура није уједначена и лако се ломи.
12. Заштитни знак и штампа квалитетних туба су сасвим стандардни.
13. Размак правоугаоних цеви пречника изнад 16 је изнад ИМ.
Уздужне шипке од лоше челичне арматуре су често таласасте.
Формула за израчунавање правоугаоне цеви од угљеничног челика
2 [(а - д - 2 р + ПИ (д/р + 2) / 2 + (б - д - 2 р + ПИ (д/р + 2) / 2) к7,85 д (кг), а, б за правоугаону дужину и ширину (м), р (м) за четири угла шупљине цеви, полупречник кружног лука, д за дебљину зида (мм).
| Ставка | МС шупље благе квадратне ерв квадратне и правоугаоне челичне цеви и цеви |
| Материјал | СПХЦ, К195,К215,К235,К345,САЕ1010,САЕ1020, АПИ стандардни материјал, АСТМ А53 А,Б |
| дебљина зида | 0,5-20 мм |
| спољни пречник | СХС: 15*15-400*400мм, РХС: 20*25-400*300мм |
| Дужина | 2м-12м или по захтеву купаца |
| Толеранција дебљине | + 5%- |
| Површинска обрада | Црно фарбано/лакирана површина, антикорозивно уље, поцинковано |
| Крај цеви | Обичан крај |
| Означавање | Према захтеву купца |
| Међународни стандард | АСТМ А500, ГБ/Т6728-2002 |
| Употреба | Механичка и производња, челична конструкција, бродоградња, премошћавање, шасије аутомобила |
| Потврда | ИСО,БВ,АПИ |
| ОДМ/ОЕМ | доступан |
Цонституент Оф Тхе Материал
| Оцена | C | Mn | Si | S | P | УТС (МПа) | ИС (МПа) | ЕИ(%) |
| К235Б | 0,12-0,20 | 0,30-0,70 | 0,30 | 0,045 | 0,045 | 375-500 | 235 | 26 |
| К345Б | 0,12-0,20 | 1.20-1.60 | 0,20-0,55 | ≤0,045 | ≤0,045 | 510-600 | 345 | 22 |
| 20#(ГБ) | 0,17-0,23 | 0,38-0,65 | 0,17-0,37 | ≤0,030 | ≤0,030 | 410-550 | ≥245 | ≥20 |
Приказ производа